- Home
- Lean Definitions
Lean Manufacturing Definition (s)
Sign up for our weekly newsletter for updates, articles and free giveaways of case studies, templates and training materials every issue! Simply enter your e-mail on the right
Lean Manufacturing Definition (s) made simple:
This glossary of lean manufacturing definition (s), whilst not exhaustive, will provide explanations to many of the terms used in your lean manufacturing training.
The definitions contained here may have slightly differing meanings, dependent upon the context in which they are used but as a general guide you will find them pretty accurate.
Any lean manufacturing terms that appear in blue and underlined, when clicked will open a new window with a more in-depth explanation of the term
Lean Manufacturing Definition (s) Made Easy
A3 Reports (A4 Reports) - Lean Manufacturing Definition
Agile Manufacturing -
In essence, it is the ability to thrive under conditions of constant and unpredictable change. Like flexible manufacturing, agile manufacturing seeks to achieve rapid response to customer needs. But agile manufacturing also emphasizes the ability to quickly reconfigure operations – and strategic alliances – to respond rapidly to unforeseen shifts in the marketplace. In some instances, it also incorporates "mass customization" concepts to satisfy unique customer requirements. And, in the broadest sense, it includes the ability to react quickly to technical or environmental surprises.
Andon (Lantern)-
A signal, light, bell, music alarm, triggered by an operator confronted with a non-standard condition. Tool failure, machine failure, bad part, lack of parts, cannot keep up; error needs correction, etc. The signal for immediate help to prevent line stop.
Andon Board -
A visual control device in a production area, typically a lighted overhead display, giving the current status of the production system and alerting team members of emerging problems.
Annual Inventory Turns -
A measure that is calculated by dividing the value of annual plant shipments at plant cost (for the most recent full year) by the total current inventory value at plant cost. Total current inventory includes raw materials, work in process, and finished goods. Plant cost includes material, labor, and plant overhead.
Autonomation (English translation of Jidohka) -
A form of automation in which machinery automatically inspects each item after producing it, ceasing production and notifying humans if a defect is detected; Toyota expands the meaning of jidohka to include the responsibility of all workers to function similarly, i.e. to check every item produced and to make no more if a defect is detected, until the cause of the defect has been identified and corrected.
Baka-yoke –
(Idiot or Fool Proofing) a manufacturing technique of preventing mistakes by designing the manufacturing process, equipment, and tools so that an operation literally cannot be performed incorrectly; an attempt to perform incorrectly, as well as being prevented, is usually met with a warning signal of some sort
Blitz - see kaizen
Cellular Manufacturing -
A manufacturing approach in which equipment and workstations are arranged to facilitate small-lot, continuous-flow production. In a manufacturing "cell", all operations necessary to produce a component or subassembly are performed in close proximity, thus allowing for quick feedback between operators when quality problems and other issues arise. Workers in a manufacturing cell are typically cross-trained and, hence, able to perform multiple tasks as needed.
ASQ - American Society for Quality
Chaku-chaku -
A method of conduction single-piece flow in which the operator proceeds from machine to machine, taking a part from the previous operation and loading it in the next machine, then taking the part just removed from that machine and loading it in the following machine. Means "load-load" in Japanese.
Concurrent Engineering -
A cross-functional, team-based approach in which the product and the manufacturing process are designed and configured within the same time frame, rather than sequentially. Ease and cost of manufacturability, as well as customer needs, quality issues, and product life cycle costs are taken into account earlier in the development cycle. Fully configured concurrent engineering teams include representation form marketing, design engineering, manufacturing engineering, and purchasing, as well as supplier – and even customer – companies.
Continuous Improvement - Lean Manufacturing Definition
A never-ending effort to expose and eliminate root
causes of problems; small-step improvement as opposed to big-step or radical improvement. Syn: kaizen.
Cpk -
A statistical calculation used to indicate how well a design tolerance compares with the normal process variation (defined as +/-3s) and accounts for any difference between the design target and the actual process mean. A good Cpk value indicates that the process is consistently under control – i.e., within specification limits – and is also centered on the design target value. A Cpk value of 1.33 is typically considered a minimum acceptable process capability; as the Cpk value approaches 1.5, the process approaches Six Sigma capability (3.4 defective units per million).
Cross-Functional Teams -
Teams of employees representing different functional disciplines and/or different process segments who tackle a specific problem or perform a specific task, frequently on an ad hoc basis.
Customer Reject Rate (PPM) -
A quality measure reflecting the number of completed units rejected or returned by external customers, expressed in parts per million. Calculation should include parts reworked by customers. Applies to all shipped units, including parts.
Cycle Time - Lean Manufacturing Definition
1) In industrial engineering, the time between completion of two discrete units of production. For example, the cycle time of motors assembled at a rate of 120 per hour would be 30 seconds. Also, if cycle time for every operation in a complete process can be reduced to equal takt time, products can be made in single-piece flow.
2) In materials management, it often refers to the length of time from when material enters a production facility until it exits.
3) In Lean, manual + walking + waiting time for one cycle of work sequence. Syn: span time or throughput time.
Defects Per Million Opportunities (DPMO) -
The ratio of defects found per unit (DPU) multiplied by 1,000,000 to the average opportunities for error in one unit. DPMO can be used in benchmarking because it is normalized to provide an equivalent comparison to products or services of varying complexity.
Design for Assembly -
The practice in which ease and cost of assembly is emphasized during the product-design stage. DFMA asks: Can this design be manufactured at superior quality levels, at a cost and using processes which will give it a clear sustainable competitive advantage?
Design for Manufacturing & Assembly -
A conscious process of making design decisions only after fully evaluating the manufacturing processes, tools, quality control measures, and equipment impacts. Design for Procurement - A practice in which product designers work effectively with suppliers and sourcing personnel to identify and incorporate technologies or designs which can be used in multiple products, facilitating the use of standardized components to achieve economies of scale and assure continuity of supply.
Design for Quality -
The practice in which quality assurance and customer perception of product quality are emphasized as an integral part of the design process.
Empowered Natural Work Teams -
Teams that share a common workspace and/or responsibility for a particular process or process segment. Typically such teams have clearly defined goals and objectives related to day-to-day production activities, such as, quality assurance and meeting production schedules, as well as, authority to plan and implement process improvements. Unlike self-directed teams (see definition), empowered work teams typically do not assume traditional "supervisory" roles.
Enterprise Resource Planning (ERP) -
An extension of MRP II software designed to operate on enterprise-wide client/server computing platforms. ERP systems typically claim the ability to achieve tighter (or "seamless") integration between a greater variety of functional areas including materials management, supply chain management, production, sales and marketing, distribution, finance, field service, and human resources. They also provide information linkages to help companies monitor and control activities in geographically dispersed operations.
FMEA (Failure Modes and Effects Analysis ) - Lean Manufacturing Definition
A procedure used to identify and assess risks associated with potential product or process failure modes. Finite Capacity Scheduling - Software-based systems that enable simulation of production scheduling (and determination of delivery dates) based on actual unit/hour capacity at each step in the production routing. Finite scheduling systems, running on desktop computers, often compensate for the "infinite capacity" assumptions built into capacity-planning modules in traditional MRP II systems.
Finite Element Analysis (FEA) -
A mathematical method for analyzing stress. FEA is used in product design software to conduct graphical (typically colorized) on-screen analysis of a model's reactions under various load conditions.
First-Pass Yield -
The percent of finished product or subassembly/component units that meet all quality-related specifications at a critical test point in the process. This is a measure of the yield that results from the first time through the process, prior to any rework. It should reflect all defective units detected since the preceding yield test point. In process industries, yield should be calculated as the percent of output that meets target-grade specifications (excluding saleable "off- grade" product).
Five (5) Ss: (5 C’s) - Lean Manufacturing Definition
Sort - To clearly distinguish the needed from the unneeded. (Clear out & Classify)
Straighten – Keeping needed items in the correct place to allow for easy and immediate retrieval (Configure)
Shine - Keeping the workplace swept and clean (Clean & Check)
Standardize – Consistency applying 6S methods in a uniform and disciplined manner (Conformity)
Sustain - making a habit of maintaining established procedures (Custom & Practice)
OR
5S - refers to the five words,
seiri,
seiton,
seison,
seiketsu,
shitsuke.
These words are shorthand expressions for principles of maintaining an effective, efficient workplace
· seiri - eliminating everything not required for the work being performed
· seiton - efficient placement and arrangement of equipment and material
· seison - tidiness and cleanliness
· seiketsu - ongoing, standardized, continually improving seiri, seiton, seison
· shitsuke - discipline with leadership
(Like many concepts, the 5S can be interpreted narrowly or broadly, depending on circumstances of their use.)
Five (5) Whys - Lean Manufacturing Definition
Root Cause Analysis - Taiichi Ohno's practice of asking "why" five times whenever a problem was encountered, in order to identify the root cause of the problem so that effective countermeasures could be developed and implemented. Used along with other problem solving tools, enables you to derive the proper correction action.
Flexible Machining Centers -
Automated machining equipment that can be rapidly reprogrammed to accommodate small-lot production of a variety of product or component configurations.
Flexible Manufacturing Systems -
Automated manufacturing equipment and/or cross-trained work teams that can accommodate small-lot production of a variety of product or part configurations. From an equipment standpoint, an FMS is typically a group of more than two computer-based machine tools with integrated material handling, able to produce a family of similar parts.
Flow -
The progressive achievement of tasks along the value stream so that a product proceeds from design to launch, order to delivery, and raw materials into the hands of the customer with no stoppages, scrap, or backflows.
Focused Improvement Teams
(Kaizen Teams) See Kaizen
Gemba - Lean Manufacturing Definition
shop floor, on the line, on site
Gembutsu -
Actual item, real thing
Genjitsu -
Reality
HEIJUNKA - Lean Manufacturing Definition
or Production Smoothing is a technique used to adapt production to naturally fluctuating customer demand. The Japanese word HEIJUNKA (pronounced hey June kah), means literally "make flat and level." Customer demand must be met with the customer's preferred delivery times, but customer demand is "bumpy," while factories prefer "level," or stable production. So, a manufacturer needs to try and smooth out these bumps in production.
Hoshin kanri Policy deployment - Lean Manufacturing Definition
A strategic decision-making tool that focuses resources on the critical initiatives necessary to accomplish the business objectives of the firm. Using visual matrix diagrams, three to five key objectives are selected while all others are clearly deselected. The selected objectives are translated into specific projects and deployed down to the implementation level in the firm - see genba kanri. Progress toward the key objectives is then measured on a regular basis against clear targets. "Hoshin" translates literally as 'shining metal' or more poetically as 'the glint from the spear of a forward guide that leads the way' and "kanri" means 'control'.
ISO 9000 -
An international quality process auditing program, based on a series of standards published by the International Organization of Standardization in Geneva, Switzerland, through which manufacturing plants receive certification attesting that their stated quality processes are adhered to in practice.
ISO 14001 -
A series of generic environmental management standards developed by the International Organization of Standardization which provide structure and systems for managing environmental compliance with legislative and regulatory requirements and affect every aspect of a company's environmental operations.
Improvement -
as a part of a successful Kaizen strategy, "improvement" goes beyond the dictionary definition of the word. Improvement is a mindset of maintaining and improving standards. In a still broader sense, improvement can be defined as Kaizen and Innovation, where a Kaizen strategy maintains and improves working standards through small, gradual improvements, and innovation calls for radical improvements as a result of large investments in technology, processes, and/or equipment. The Kaizen strategy clearly delineates responsibilities: workers are to maintain standards, and managers are to improve standards. The Japanese perception of management boils down to one precept: maintain and improve standards.
Jidohka -
see "Autonomation"
Jishu Kanri -
self-management, or voluntary participation.
Jishuken -
Kaizen with outside help - a "fresh pair of eyes" approach to kaizen to complement the improvement ideas of those carrying out production tasks day-by-day. Outsiders (for example, from a customer) help the production team to eliminate waste. Process improvement engineers going into suppliers are sometimes described as "jishuken teams".
JIT/Continuous-Flow Production - Lean Manufacturing Definition
Implementation of "just in time" techniques to reduce lot size, reduce setup times, slash work-in-process inventory, reduce waste, minimize nonvalue-added activities, improve throughput, and reduce manufacturing cycle time. JIT production typically involves use of "pull" signals to initiate production activity, in contrast to work- order ("push") systems in which production scheduling typically is based on forecasted demand rather than actual orders. In many "pull" systems, a customer order/shipment date triggers final assembly, which in turn forces replenishment of component WIP inventory at upstream stages of production.
Just-in-Time (JIT) - Lean Manufacturing Definition
Just-in-Time (JIT) - Lean Manufacturing Definition
A system for producing and delivering the right items at the right time in the right amounts. Just-in-Time approaches just-on-time when upstream activities occur minutes or seconds before down-stream activities, so single-piece flow is possible.
Jutsu -
the art of something (i.e., 'leanjutsu: the art of lean production').
KPI’s –
Key Performance Indicators. Vital measurement tools showing how the business is performing, from shop floor, or Gemba level feeding right up into company targets and goals.
Kaikaku -
Radical improvement of an activity to eliminate muda, single piece flow in a small space. Reduce travel by co-locating related activities. [Also called breakthrough kaizen, flow kaizen, and system kaizen.]
Kaizen -
The systematic, organized improvement of processes by those who operate them, using straightforward methods of analysis. It is a "do it now" approach to continuous, incremental improvement of an activity to create more value with less muda. Kaizen establishes what needs to be done and instils the principles of continuous improvement. [Also called point kaizen, process kaizen, or blitz]
OR
Kaizen - the philosophy of continual improvement, that every process can and should be continually evaluated and improved in terms of time required, resources used, resultant quality, and other aspects relevant to the process. When applied to the workplace, Kaizen means continuing improvement involving everyone - managers and workers alike. Kaizen is not limited to manufacturing systems only. It also means continuing improvement in personal life, home life, social life, and working life.
Kaizen Event -
A concentrated effort, in which a team plans and implements a major process change or changes to quickly achieve a quantum improvement in performance. Participants generally represent various functions and perspectives, and may include non-plant personnel.
Kamishi bai –
T Card system of process confirmation, used throughout the levels of the business to ensure standards are adhered to.
Kanban - Lean Manufacturing Definition
A communication tool in the "just-in-time" production and inventory control system which authorizes production or movement. It was developed by Taiichi Ohno at Toyota.
Kanban is a card or signboard ( or any other authorizing device) that is attached to specific parts in the production line signifying the delivery of a given quantity.
The quantity authorized per individual kanban is minimal, ideally one. The number of circulating or available kanban for an item is determined by the demand rate for the item and the time required to produce or acquire more.
This number generally is established and remains unchanged unless demand or other circumstances are altered dramatically; in this way inventory is kept under control while production is forced to keep pace with shipment volume.
A routine exception to this rule is that managers and workers are continually exhorted to improve their processes and thereby reduce the number of kanban required.
When fully implemented, kanban (the plural is the same as the singular) operates according to the following rules:
· All production and movement of parts and material take place only as required by a downstream operation, i.e. all manufacturing and procurement are ultimately driven by the requirements of final assembly or the equivalent.
· Kanban have various formats and content as appropriate for their usage; for example, a kanban for a vendor is different than a kanban for an internal machining operation.
Kanban Signal -
A method of signaling suppliers or upstream production operations when it is time to replenish limited stocks of components or subassemblies in a just-in-time system. Originally a card system used in Japan, kanban signals now include empty containers, empty spaces and even electronic messages.
Karoshi -
Death from overwork.
Lead Time -
The total time a customer must wait to receive a product after placing an order. When a scheduling and production system is running at or below capacity, lead time and throughput time are the same. When the demand exceeds the capacity of a system, there is additional waiting time before the start of scheduling and production, and lead time exceeds throughput time.
Lean Manufacturing or Lean Production -
the philosophy of continually reducing waste in all areas and in all forms; an English phrase coined to summarize Japanese manufacturing techniques (specifically, the Toyota Production System).
Level Scheduling -
The sequencing of orders in a repetitive pattern and smoothing the day-to-day variations in total orders.
Life Cycle Costing -
The identification, evaluation, tracking, and accumulation of actual costs for each product from its initial research and development through final customer servicing and support in the field.
Lean Manufacturing Definition / Six Sigma Training
Line Balancing - Lean Manufacturing Definition
Equalizing cycle times [productive capacity, assuming 100% capacity utilization] for relatively small units of the manufacturing process, through proper assignment of workers and machines; ensures smooth production flow.
Machine Availability Rate -
The percent of time that production equipment is available for use, divided by the maximum time it would be available if there were no downtime for repair or unplanned maintenance.
Manufacturing Cells -
The layout of machines of different types performing different operations in a tight sequence, typically U-shape, to permit single-piece flow and flexible deployment of human effort.
Manufacturing Cost -
Includes quality-related costs, direct and indirect labor, equipment repair and maintenance, other manufacturing support and overhead, and other costs directly associated with manufacturing operations. It does not include purchased materials costs or costs related to sales and other nonproduction functions.
Manufacturing Cycle Time -
The length of time from the start of production and assembly operations for a particular (finished) product to the completion of all manufacturing, assembly, and testing for that product or specific customer order. (Does not include front-end order-entry time or engineering time spent on customized configuration of nonstandard items).
Mixed-model production -
capability to produce a variety of models, that in fact differ in labor and material content, on the same production line; allows for efficient utilization of resources while providing rapid response to marketplace demands.
MRP II –
Software-based Manufacturing Resource Planning systems that translate forecasts into master production schedules, maintain bills of material (lists of product components), create work orders for each step in the production routing, track inventory levels, coordinate materials purchases with production requirements, generate "exception" reports identifying expected material shortages or other potential production problems, record shop-floor data, collect data for financial reporting purposes, and other tasks depending on the configuration of the MRP II package.
Muda (waste) - Lean Manufacturing Definition
activities and results to be eliminated; within manufacturing, categories of waste, according to Shigeo Shingo, include:
1. Overproduction - excess production and early production
2. Waiting - waste time spent at the machine; delays
3. Transportation - waste involved in the movement and transportation of units
4. Processing - waste in processing; poor process design
5. Inventory - waste in taking inventory
6. Motion - actions of people or machinery that do not add value to the product
7. Defective units - production of an item that is scrapped or required rework
Mura -
inconsistency , variation
Muri -
unreasonablness , overburden
Nagara -
smooth production flow, ideally one piece at a time, characterized by synchronization [balancing] of production processes and maximum utilization of available time, including overlapping of operations where practical.
Nemawashi -
The Japanese have very different ways of conducting business meeting. Before a formal meeting starts, participants have already drawn conclusions regarding information to be presented at the meeting. This is called nemawashi (prior consultation).
The original meaning of the word is to smooth around roots before planting.
This system was developed to avoid discrepancies, and gain agreement from everyone in advance, when making a decision in formal meeting. It is also to keep the relationship harmonious.
Nemawashi is best used to let people of differing opinions have time to adjust their opinions. When the principles of nemawashi are put into effect first, people have the time to adjust opinions beforehand without wasting time.
The main fear people have of nemawashi is its use in politics. People are worried that decisions are sometimes made behind the scenes, instead of out in the open. It is therefore seen as an undemocratic process.
Ninjutsu -
the art of invisibility (applies to management)
Non-Value-Added -
Activities which are essential tasks that have to be done under present working conditions but don't add value to the product (sometimes referred to as required waste). The desire is to either minimize these activities or introduce process improvements that would eliminate them entirely.
OEE –
“OEE is a total measure of a total measure of performance that relates the availability of a process to the productivity and quality.”
Operation -
An activity or activities performed on a product by a single machine, or operator.
PDCA Cycle (plan, do, check, action) -
an adaptation of the Deming wheel. While the Deming wheel stresses the need for constant interaction among research, design, production, and sales, the PDCA Cycle asserts that every managerial action can be improved by careful application of the sequence: plan, do, check, action (see also SDCA Cycle).
Perfection -
The complete elimination of muda so that all activities along a value stream create value.
Poka Yoke - Lean Manufacturing Definition
See below
Policy Deployment -
Unifies and aligns resources and establishes clearly measurable targets against which progress toward the key objectives is measured on a regular basis.
Predictive Maintenance -
Practices that seek to prevent unscheduled machinery downtime by collecting and analyzing data on equipment conditions. The analysis is then used to predict time-to-failure, plan maintenance, and restore machinery to good operating condition.
Predictive maintenance systems typically measure parameters on machine operations, such as vibration, heat, pressure, noise, and lubricant condition. In conjunction with computerized maintenance management systems (CMMS), predictive maintenance enables repair-work orders to be released automatically, repair-parts inventories checked, or routine maintenance scheduled.
Problem Solving Methodologies -
A variety of approaches to problem solving, including the Deming Circle (Plan-Do-Check-Act), used by all persons working in the same team or organization. Considered fundamental to teamwork.
Process -
A series of individual operations required to create a design, completed order, or product.
Processing Time -
The time a product is actually being worked on in design or production and the time an order is actually being processed. Typically, processing time is a small fraction of throughput time and lead time.
Productivity Increase -
The primary definition here is "the plantwide increase in annual value-added per employee, based on total employment in the plant, not just direct labour".
Value-added should be calculated by subtracting cost of purchased materials and services from value of shipments.
The Best Plants entry form also includes a secondary calculation, which many manufacturers prefer to use: "increase in sales per employee." Where possible, Best Plants candidates should compute and report five-year productivity increases using both calculations.
Pull -
A system of cascading production and delivery instructions from downstream to upstream activities in which nothing is produced by the upstream supplier until the downstream customer signals a need.
Pull System -
A system for controlling work flow and priorities whereby the processes needing materials (or attention) draw them from the feeding processes or storage areas as needed, typically using "kanban" signals – in contrast to "push" systems in which material is processed, then pushed to the next stage whether or not it is really needed.
QFD (Quality Function Deployment) -
A customer-focused approach to quality improvement in which customer needs (desired product or service characteristics) are analyzed at the design stage and translated into specific product-and process- design requirements for the supplier organization.
Targeted customer needs may include product features, cost, durability, and other product characteristics.
QFD involves carefully listening to the customer's true unvarnished expression of their needs. Then those needs must be translated into engineering characteristics, competitive assessment, selection of critical/key characteristics, the product/process design, and follow-up.
Through this technique, product performance features and the characteristics that deliver them are determined by the customer and paid heed to by the producer (by listening and acting). The quality responsibility is then deployed throughout the organization by tying compliance activities directly to the fulfillment of these customer requirements.
Quick Changeover Methods -
A variety of techniques, such as SMED (single- minute exchange of dies), which reduce equipment setup time and permit more frequent setups, thus improving flexibility and reducing lot sizes and leadtimes.
Route Map –
Strategic planning tool used to translate the goals and vision of an organization into a long term workable strategic plan.
SDCA Cycle (standardize, do, check, action) -
a refinement of the PDCA Cycle wherein management decides first to establish the standard before performing the regular PDCA function.
Seiban -
the name of a Japanese management practice taken from the Japanese words "sei", which means manufacturing, and "ban", which means number. A Seiban number is assigned to all parts, materials, and purchase orders associated with a particular customer job, or with a project, or anything else.
This enables a manufacturer to track everything related with a particular product, project, or customer. It also facilitates setting aside inventory for specific projects or priorities. That makes it great for project and build-to-order manufacturing.
Self-Directed Natural Work Teams -
Nearly autonomous teams of empowered employees, including hourly workers that share a common workspace and/or responsibility for a particular process or process segment.
Typically such teams have authority for day-to-day production activities and many supervisory responsibilities, such as job assignments, production scheduling, maintenance, materials purchasing, training, quality assurance, performance appraisals, and customer service. Often called "self-managed" work teams.
Sensei -
one who provides information; a teacher, instructor, or rabbi.
Setup Time -
work required to change over a machine or process from one item or operation to the next item or operation; can be divided into two types:
1. internal: setup work that can be done only when the machine or process is not actively engaged in production;
OR
2. external: setup work that can be done concurrently with the machine or process performing production duties.
Seven Forms of Muda (Waste)- Lean Manufacturing Definition
Taiichi Ohno's original enumeration of the wastes commonly found in physical production.
They are overproduction, waiting, transportation, overprocessing, excess inventory, worker movement, and production of defective parts.
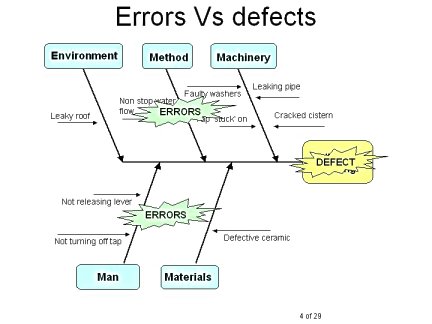
7 Quality Tools - Flowcharts, Cause-and-effect diagrams, Check sheets, Histograms, Scatter diagrams, Pareto charts, Control charts.
Shojinka -
continually optimizing the number of workers in a work center to meet the type and volume of demand imposed on the work center; shojinka requires workers trained in multiple disciplines; work center layout, such as U-shaped or circular, that supports a variable number of workers performing the tasks in the layout; the capability to vary the manufacturing process as appropriate to fit the demand profile.
Single Minute Exchange of Dies (SMED) -
A series of techniques pioneered by Shigeo Shingo for changeovers of production machinery in less than ten minutes. One-Touch setup is the term applied when changeovers require less than a minute.
Obviously, the long-term objective is always zero setup, in which changeovers are instantaneous and do not interfere in any way with continuous flow.
Single Piece Flow -
A situation in which products proceed, one complete product at a time, through various operations in design, order taking, and production, without interruptions, backflows, or scrap.
Six Sigma - Six Sigma is a term used to describe a measure of quality control that is higher than "normal". The manufacturer generally associated with starting Six Sigma programs is General Electric.
Six Sigma is a methodology that is intended to reduce process variation to within a limit that will result in 3.4 defects per million samples or less.
Spaghetti Chart -
A map of the path taken by a specific product as it travels down the value stream in a mass-production organization, so-called because the product's route typically looks like a plate of spaghetti.
Stakeholder Map –
A tool used during the diagnostic phase of implementation showing the relationships and relative spheres of individuals and groups within an organization.
Standard Work - Lean Manufacturing Definition
A precise description of each work activity specifying cycle time, takt time, the work sequence of specific tasks, and the minimum inventory of parts on hand needed to conduct the activity.
Standard Work details the motion of the operator and the process sequence in producing a part. It is the proclamation of the most waste-free production method, through the best combination of people and equipment, the least amount of work in process possible, showing where to check for quality, and where there are safety issues.
It provides a routine for consistency of an operation and a basis for improvement.
Statistical Process Control (SPC) -
The use of basic graphical and statistical methods for measuring, analyzing, and controlling the variation of a process for the purpose of continuously improving the process.
Supplier Partnerships -
Agreements with suppliers whereby operations are linked together, information is openly shared, problems and issues are commonly solved, and joint performance is mutually approved. These are usually multiyear agreements.
SMED - Single minute exchange of dies
The available production time divided by the rate of customer demand.
Takt time sets the pace of production to match the rate of customer demand and becomes the heartbeat of any lean system.
In repetitive operations, the cycle time between completion of units calculated based upon the rate of need for those units. Used to determine how to set up, revise, or improve operations.
Throughput Time -
The time required for a product to proceed from concept to launch, order to delivery, or raw material into the hands of the customer. This includes both processing and queue time.
Tactical Implementation Plan (TIP) - Tactical Implementation Plan. Derived from the route map, a TIP is a shorter term plan, typically covering 3 – 6 months, containing actionable steps to turn strategy into actuality.
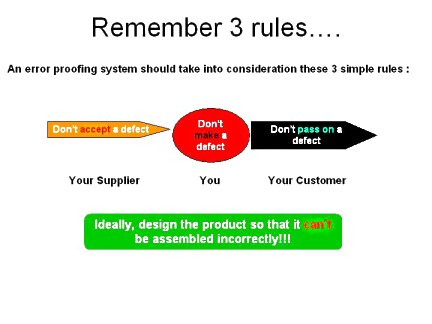
A mistake proofing device or procedure to prevent a defect during order-taking or manufacture.
Poka-yoke is designed to stop the movement of a component to the next station by using "fail-safing" techniques to eliminate errors or quality-related production defects as far upstream in the process as possible.
Example: requiring completed components to pass through a customized opening to ensure that dimensions do not exceed tolerance limits. Also includes methods to check equipment operating conditions prior to making a part. A major objective is to minimize the need for rework.
Team Working - Lean Manufacturing Definition
Team Working -
Team Working Presentation
A High performing team will always achieve greater results than a group of individuals.
Total Cost of Quality -
The aggregate cost of poor quality or product failures – including scrap, rework, and warranty costs – as well as expenses incurred to prevent or resolve quality problems (including the cost of inspection). In calculations for Best Plants entries, do not include costs of normal maintenance, quality training, or quality-related equipment upgrades.
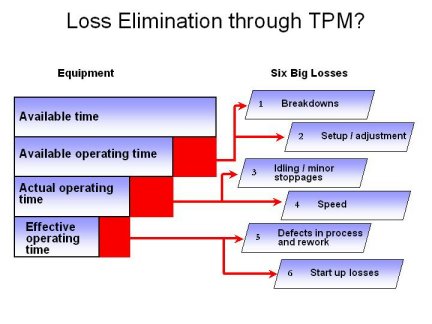
Total Productive Maintenance (TPM) -
A comprehensive program to maximize equipment availability in which production operators are trained to perform routine maintenance tasks on a regular basis, while technicians and engineers handle more specialized tasks.
The scope of TPM programs includes maintenance prevention (through design or selection of easy-to-service equipment), equipment improvements, preventive maintenance, and predictive maintenance (determining when to replace components before they fail).
Total Quality Management (TQM) -
A multifaceted, company-wide approach to improving all aspects of quality and customer satisfaction – including fast response and service, as well as product quality.
TQM begins with top management and diffuses responsibility to all employees and managers who can have an impact on quality and customer satisfaction.
It uses a variety of quality tools such as QFD, Taguchi methods, SPC, corrective-action response teams, cause-and-effect analysis, problem-solving methodologies, and fail-safing.
Total Quality Control (TQC) -
organized Kaizen activities involving everyone in the company - managers and workers - in a totally integrated effort toward improving performance at every level. This improved performance is directed toward satisfying such cross-functional goals as quality, cost, scheduling, manpower development, and new product development. It is assumed that these activities ultimately lead to increased customer satisfaction. (Also referred to as CWQC - Company-Wide Quality Control.)
Toyota -
Changed from the true form, Toyoda, meaning abundant rice field, by the Toyota marketing department. Toyoda is the family name of the founders of the Toyota Motor Company.
Toyota Production System -
see "Lean Production"
Value -
A capability provided to a customer at the right time at an appropriate price, as defined in each case by the customer. The more a product or service meets a customer's needs in terms of affordability, availability, and utility, the greater value it has. Thus, a product with true value will enable, or provide the capability for, the customer to accomplish his objective.
- or -
Value -
Value is a measurement of the worth of a specific product or service by a customer, and is a function of:
(1) the product's usefulness in satisfying a customer need,
(2) the relative importance of the need being satisfied,
(3) the availability of the product relative to when it is needed and
(4) the cost of ownership to the customer. Value Added - A type of processing (accomplished correctly the first time) that changes (transforms) the shape or character (fit, form, or function) of a product or assembly.
Value Stream -
The specific activities required to design, order, and provide a specific product, from concept to launch, order to delivery, and raw materials into the hands of the customer.
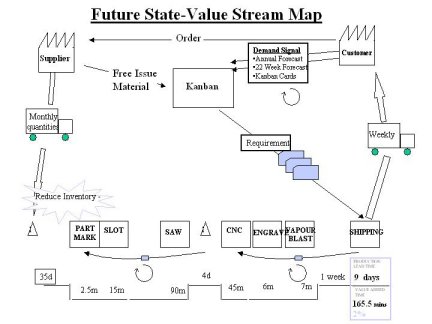
Value Stream Mapping - Identification of all the specific activities occurring along a value stream for a product or product family.
Visual Control -
The placement in plain view of all tools, parts, production activities, and indicators of production system performance so everyone involved can understand the status of the system at a glance.
Also the use of signals, charts, measurements, diagrams, lights, and signs all to clearly define the normal.
Visual Workplace -
A Visual workplace is a work area that is self-explaining, self-regulating and self-managing. Where what is supposed to happen does happen: on time, every day.
Characteristics of a Visual Workplace:
- Physical Impediments to effective processing are removed
- Processes are tightly linked and logically ordered
- Tools and fixtures have homes – no searching
- Information and material travel together
- Standards are clear and self-explaining.
Clear baseline for continuous improvement.
Waste - Lean Manufacturing Definition
Includes needless activities that must be eliminated (sometimes referred to as pure waste).
WIP Turns -
The value of total annual shipments at plant cost (for the most recent full year) divided by the current WIP value at plant cost.
Work-in-Process Inventory (WIP) -
The amount or value of all materials, components, and subassemblies representing partially completed production; anything between the raw material/purchased component stage and finished goods stage. Value should be calculated at plant cost, including material, direct labor, and overhead.
WCM -
world class manufacturing is the philosophy of being the best, the fastest, and the lowest cost producer of a product or service. It implies the constant improvement of products , processes, and services to remain an industry leader and provide the best choice for customers, regardless of where they are in the process.
Yamazumi -
Meaning literally "to pile in heaps", a yamazumi board is a tool to achieve line balance, with strips of paper or card representing particular tasks.
Here is a description from a Toyota engine plant in the US:
"Magnetic strips of varying width are stacked one on top of the other forming several columns across the board. A scale of seconds is marked off beside the columns, and a pink thread is pulled taunt across the board at the 65 second level - the takt time. Each strip represents the time it takes for an assembly team member to complete a task; each column represents total time for a complete process.
Whenever process rebalancing needs to be done because of increased production or a new product introduction, tasks can be quickly rearranged. Also, any underutilization of a team member's time can be recognized immediately by seeing a column that does not make it up to the pink thread."
Yield Improvement -
For Best Plants calculation, it should be defined as the percentage reduction in rejects, within a five-year period, at a process operation or quality test point.
(Example: If yield improves from 95% to 98%, that means rejects have been reduced by 60% -- from 5% to 2%. Therefore, yield improvement equals 60%.
If you have any questions about any information on this page please contact us to discuss any of these Lean Manufacturing Definitions
What is Lean Manufacturing ?